Чеканка в ювелирных украшениях – Ярмарка Мастеров
Художественная чеканка была известна практически повсеместно с древнейших времён. Этот способ холодной обработки металла позволил превращать обычные металлические пластины в изящно выполненные произведения ювелирного искусства.
Зарождаться техника начала еще в Древнем Египте, вскоре перешла на территорию Древнего Рима. Здешние мастера были уже достаточно искусными тогда, когда чеканное ремесло распространилось по всему миру и дошло до Руси. Славяне очень полюбили интересный ювелирный прием и применяли его совместно с гравировкой, резьбой, чернью и литьем. В технике чеканки создавались как масштабные, так и миниатюрные изделия (культового или бытового назначения).

Художественную чеканку выполняют из листового металла, или по «литью» — то есть на поверхности отлитого изделия. Это два технологически разных способа. При первом из листовой заготовки чеканят новое изделие. При втором способе — только оттачивают исходную художественную форму. Мастер действует чеканом (специальным стержнем, который ставят вертикально, ударяя по нему сверху молотком). Нижний, рабочий конец чекана и оставляет отпечаток на материале. Чеканы имеют огромное количество видов и размеров. Ведь, по сути, головка каждого чекана – это небольшая деталь, из которой складывается весь узор или картина. А таких деталей необходимо великое множество.
Чеканщик берёт металл с определённой пластичностью и вязкостью, способный менять форму под действием силы. Пригодны большинство металлов и их сплавов (исключая особо колкие, например, чугун). Работают с листами металла толщиной от 0,4 до 1 мм подходящей пластичности. Чувство координации при ведении чекана и точном ударе молотка — результат упорной практики. Ручной труд для изготовления ювелирных украшения из чеканки дело непростое.
Драгоценные металлы для создания ювелирных украшений, особенно золото и серебро, достаточно мягкий материал, что благоприятно для чеканки,. Из-за высокой текучести ювелир – чеканщик может создавать достаточно сложные композиции, имеющие много мелких деталей, расположенных на разных уровнях (слоях) композиции.
Сегодня можно применить различные методы 3D моделирования, формовки, прессовки и т.д., но это будет уже не настоящая чеканка, потому что в нем не будет самого главного – души мастера.

Ювелирная компания «Ореада» предлагает серебряные украшения с применением техники чеканки. Наши украшения имеют уникальный авторский дизайн, каждое изделие индивидуально и единично в своем экземпляре. Приобретая эти украшение ручной работы, можно смело претендовать на уникальность. Фактура, художественная обработка и отделка делаются мастерами вручную, поэтому качество изделий всегда на высшем уровне.
www.livemaster.ru
Художественная чеканка, тиснение металла и гравирование по металлу — техники декора ювелирных изделий
В отдельных статье мы описывали химические методы художественной обработки металла – такие как травление ювелирных изделий, покрытие золотом (золочение) и другими металлами, а также чернение серебра. А сейчас поговорим о механических способах декорирования.
Чеканка по металлу
Художественная чеканка (англ. — hammering) была известна практически повсеместно с древнейших времён. В этой технике создавались как масштабные, так и миниатюрные изделия (культового или бытового назначения).
Техника чеканки
 Художественную чеканку выполняют из листового металла, или по «литью» — то есть на поверхности отлитого изделия. Это два технологически разных способа. При первом из листовой заготовки чеканят новое изделие. При втором способе — только оттачивают исходную художественную форму. Мастер действует чеканом (специальным стержнем, который ставят вертикально, ударяя по нему сверху молотком). Нижний, рабочий конец (бой) чекана и оставляет отпечаток на материале.
Художественную чеканку выполняют из листового металла, или по «литью» — то есть на поверхности отлитого изделия. Это два технологически разных способа. При первом из листовой заготовки чеканят новое изделие. При втором способе — только оттачивают исходную художественную форму. Мастер действует чеканом (специальным стержнем, который ставят вертикально, ударяя по нему сверху молотком). Нижний, рабочий конец (бой) чекана и оставляет отпечаток на материале.
Чеканщик берёт металл с определённой пластичностью и вязкостью, способный менять форму под действием силы. Пригодны большинство металлов и их сплавов (исключая особо колкие, например чугун). Работают с листами металла толщиной от 0,4 до 1 мм подходящей пластичности.
Инструменты для художественной чеканки
Ученикам Хогвардса полагалось по одной палочке, но у чеканщиков всё не просто. Чувство координации при ведении чекана и точном ударе молотка — результат упорной практики. В помощь дан целый арсенал вспомогательных средств для чеканов — расходники, лощатники, пурошники, бобошники и трубочки длиной 120—170 мм, восьмигранного (реже круглого) сечения. Не забудем про пуансоны — чеканы, на рабочей стороне которых установлены фрагменты орнамента (завитки, листы, цветы, розетки) или буквы и цифры. Древнерусские чеканщики применяли и пуансоны с изображением рук, глаз и тому подобного. Это оптимизировало чеканку лицевых, культовых изображений.
Как наносят рисунок для чеканки? Приём канфарения по металлу
 Отрезанной от листа металлической бляшке нужен припуск вокруг рисунка 30—40 мм для закрепления бляшки на смоле при чеканке.
Отрезанной от листа металлической бляшке нужен припуск вокруг рисунка 30—40 мм для закрепления бляшки на смоле при чеканке.
Для нанесения рисунка на металл, заготовку грунтуют белой акварелью. Затем на нее переводят (через копирку) рисунок, — контурный, в натуральную величину. Полученный контур закрепляют нитролаком, чтобы он не стирался при работе. Но в серьёзных случаях (больших многофигурных композиций, портретов и тому подобное) лучше применять канфарение. Суть этой техники в следующем. Закреплённый на металле рисунок «перфорируют» специальным инструментом — канфарником, пробивая по контурам рядами точек, образующих пунктирные линии.
Чеканка по металлу: что идет за нанесением орнамента?
 Дальнейшие этапы в работе чеканщика включают: расходку, создание рельефа и отделку (нанесение фактуры).
Дальнейшие этапы в работе чеканщика включают: расходку, создание рельефа и отделку (нанесение фактуры).
В ходе расходки канфарный рисунок чеканом-расходником соединяют в сплошную линию. Затем лощатниками «опускают» фон вокруг рисунка. Выколотку рельефа (если это в планах) проводят с обратной стороны, на резине или мешке с песком. Далее финальная доводка.
Легко ли найти настоящие чеканные изделия?
Ручной труд дело непростое, ценник рядом с изящной вещицей тому подтверждение. «От и до» вручную отчеканенное украшение — это редкий гость в современном ювелирном ассортименте. Заводы и фабрики давно перешли на литьё и штамповку с последующим «доведением» — в том числе и чеканкой. Тем не менее, сохранились промысловые предприятия, практикующие создание украшений в традиционном стиле. Яркий представитель подобных ювелирных бизнесов — дагестанские Кубачи, широко применяющие техники чеканки, гравирования, чернения и зернения.
Примеры работ Кубачинских мастеров с применением чеканки:

Художественное гравирование по металлу
Так называемое плоскостное гравирование (англ. engraving) – это нанесение линейного рисунка или рельефа на металл с помощью резца. При плоскостном гравировании (двухмерном) обрабатывается только поверхность металла.  Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Это широко распространенный приём в художественной обработке металла. Его назначение — декорировать поверхность изделия нанесением простого узора или сложных портретных, многофигурных или ландшафтных композиций, надписей и шрифтовых работ. Графика резцом на металле — еще более тонкая и совершенная, чем карандашом или даже пером, так как штрихи резца значительно тоньше и четче линий, проведенных пером.
Техника гравирования
Отлично подходят для гравировки латунь, серебро, некоторые стали. Неплохо гравируются бронза, цинк, никелевые сплавы. Хуже — золото, платина, алюминий. Поверхность металла, который планируется подвергнуть гравированию, должна быть матовой (шлифованной), а не блестящей (полированной) — излишний блеск слепит.
Перенос рисунка на металл проводят так же, как при чеканке. Мелкие ювелирные изделия и медали перед работой крепят к доске, по размерам большей, чем заготовка или изделие. Небольшие заготовки крепят сургучом или канифолью. Основное орудие гравировщика — штихель (резец). Общая длина штихеля колеблется от 100 до 130 мм; его изготовляют из лучших марок инструментальных сталей, способных держать заточку. Ювелиры Кубачинского промысла (как и вообще мастера Кавказа) блестяще гравируют эффектные украшения — примеры их работ с чернёным гравированием можно увидеть выше, в разделе чеканки..
Художественное тиснение на металле
Техника тиснения по металлу зародилась еще в домонгольский период (X—XI вв.). Её преимущество по сравнению с чеканкой — в быстроте производства изделий, а также в значительной экономии золота и серебра (тиснение проводят на материале значительно меньшей толщины по сравнению с чеканкой). 
Как и в случае чеканки, при тиснении не обязательно добиваться определенного рисунка или орнамента. Вместо этого ювелир может создать изделие с игрой света путём тиснения «неровностей» на поверхности. То же самое может служить цели обеспечения «эффекта древнего украшения». Однако, довольно часто тиснят именно определённый орнамент.
Басма («отпечаток» на тюркском) — это тиснение рельефных рисунков с помощью специальных матриц — басманных досок. Матрицы — это шаг в развитии тиснения, заменяющего чеканку. Они представляют собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев и углов и резких выступов (иначе рвётся тонкий металл при тиснении).
Техника тиснения по металлу
 Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
Суть процесса тиснения: на матрицу кладут лист подготовленного металла толщиной 0,2—0,3 мм. Сверху кладут прокладку из листового свинца. По ней работают деревянным молотком или прессуют винтовыми ручными прессами мощностью от 5 до 10 (15)т. Под действием силы свинец (в силу пластичности) вдавливается во все углубления матрицы, копируя ее рельеф. После тиснения свинец удаляют и с матрицы снимают басму — тонкий рельеф, повторяющий детали матрицы, включая и фактуру. Иногда контур узора канфарят, подчёркивая рисунок.
В древнерусском искусстве басмы применялись для оковки ларцов, икон, окладов и подобных изделий. Основу изделия делали из дерева и на нее при помощи мелких гвоздей набивалась басма, сплошь закрывающая столярную конструкцию и превращающая изделие как бы в чеканное. Для получения орнамента на матрице выполнялся только один
Надеемся, теперь всеми понят смысл названия московской Басманной улицы).
ИЗГОТОВЛЕНИЕ ЮВЕЛИРНЫХ ИЗДЕЛИЙ | Виды ювелирных техник | Серебряная чернь — одна из техник химической обработки металлов | Травление серебряных изделий и других металлов. Родирование ювелирных изделий, и другие техники химического декора по металлу
Ювелирные изделия с эмалью | Техника горячей и холодной эмали | Перегородчатая эмаль | Традиции грузинской перегородчатой эмали | Украшения из ростовской финифти | Техника ювелирной филиграни
Поделитесь статьей с друзьями
Работы дизайнеров из каталога ЮВЕЛИРУМ
juvelirum.ru
Чеканка – техника ювелирного искусства
Рельефные узоры и разнообразные сложные рисунки на золоте и серебре появились именно тогда, когда в мире возникла ювелирная техника чеканка. Этот способ холодной обработки металла позволил превращать обычные металлические пластины в изящно выполненные произведения ювелирного искусства.
Зарождаться техника начала еще в Древнем Египте, вскоре перешла на территорию Древнего Рима. Здешние мастера были уже достаточно искусными тогда, когда чеканное ремесло распространилось по всему миру и дошло до Руси. Славяне очень полюбили интересный ювелирный прием и применяли его совместно с гравировкой, резьбой, чернью и литьем.
 Сегодня Чеканка является одним из самых популярных приемов у современных ювелиров. Техника богата различными хитростями, методами и технологиями. Во многом благодаря этому появилась возможность делать разнообразными и обогащать ювелирные композиции: скульптуры, кубки, чаши, оружие, оклады икон и сосуды. Все потому, что данный прием позволяет обрабатывать самые разные виды металлов: медные, алюминиевые, стальные сплавы, драгоценные металлы. Особенной популярностью чеканное искусство пользуется в оформлении фактурного орнамента.
Сегодня Чеканка является одним из самых популярных приемов у современных ювелиров. Техника богата различными хитростями, методами и технологиями. Во многом благодаря этому появилась возможность делать разнообразными и обогащать ювелирные композиции: скульптуры, кубки, чаши, оружие, оклады икон и сосуды. Все потому, что данный прием позволяет обрабатывать самые разные виды металлов: медные, алюминиевые, стальные сплавы, драгоценные металлы. Особенной популярностью чеканное искусство пользуется в оформлении фактурного орнамента.
Несмотря на свою популярность, чеканка по сей день остается сложнейшей среди существующих техник. Мастер должен одновременно выписывать рисунок и отбивать форму, если же речь идет о литой чеканке, то ювелиру необходимо лишь доработать уже отлитую ранее форму. Зачастую специалисты используют пластичный материал, например, медь. Она обладает антикоррозионными свойствами, имеет достаточно высокий рельеф и обладает свойством, принимать разные формы. Такой металл используют для того, чтобы он хорошо поддавался механической обработке и при этом не разрушался.
Чтобы добиться низкого рельефа, мастера применяют металлические листы от 0,5 до 1 мм в толщину, а для достижения высокого – берут листы толщиной от 2 до 3 мм. Очень сложные фактуры и рельефы можно выбить из тончайшей медной фольги. Ее изготавливают при прокате меди и получают материал, толщина которого еле достигает 0,05 мм.
Но медь, не единственный металл, который может применяться для чеканной техники. Помимо нее для отделки активно используются никелевые сплавы. В сочетании с гальваническими напылениями из золота и серебра применяют в сочетании с медно-цинковым или алюминиевым сплавом. Также можно встретить изделия из нержавеющей стали и декопира.





www.silver-mania.ru
Виды чеканки и материалы для чеканки
Виды чеканки и материалы для чеканки
С незапамятных времен, как только люди научились выплавлять металл, используется чеканка по металлу. Этот способ декорирования металла заключается в нанесении орнамента на поверхность металла методом выбивания. Изделие приобретает рельефность, создавая неповторимый орнамент.
Чеканкой с древних времен украшали самые разнообразные предметы домашнего обихода, посуду, оружие, воинское обмундирование, щиты, шлемы и многое другое. Также чеканились монеты, роскошные ювелирные украшения.
Изделия, украшенные чеканкой бывают орнаментальными или же с более сложным двух- и трехмерным объемным изображением, представляя из себя высокохудожественные экземпляры. Для интерьерного декорирования применялась художественная в различных стилях. Однако более всего этот прием декорирования используется на востоке, создавая этнический дизайн. По сей день мастера увлекаются этим видом декоративно-прикладного искусства в домашних условиях и в специализированных мастерских. Сейчас купить металлическую чеканку стремятся люди, обладающие превосходным вкусом, а стремящиеся к экслюзиву предпочитают изделия, выполненные на заказ. Поэтому промысел процветает и работа мастеров пользуется широким спросом.
Сейчас известно много направлений в художественной чеканке. Однако самым сложным видом можно назвать именно чеканку по металлу. Именно здесь можно создать более глубокий рельеф, оригинальный рисунок, а работа невероятно сложна и кропотлива, требует не только творческого подхода, но и высочайшего уровня профессионализма. Орнаментальный или многомерный рельеф создается в процессе работы с металлом, что намного сложней, чем по литью.
Чеканку по металлу подразделяют на 2 вида: объемный и плоский. При этом каждый из них подразделяется на различные подвиды, в зависимости от технологии и фактурности. Особый интерес представляет ажурная чеканка, напоминающая тонкое нежное кружево из орнаментов. Технологический процесс представляет собой просечку фона и последующую высечку орнамента по заготовке. В работе используется специальные инструменты — чеканы (сечки). Затем изделие подвергается обжигу по специальной технологии, при определенном температурном режиме.
Плоскостная чеканка, являющаяся одним из подвидов плоской чеканки, производится на металлическом листе. При этом рельеф не выдавливается. Этот вид чеканки называют контурным. Он чем-то схож с гравировкой, но отличается более контурным рельефом, вогнутым или же наоборот выпуклым. Такой прием декорирования металлических изделий применяется для разных элементов, используемых в интерьерном декоре или же как самостоятельное художественное изделие.
Более сложной является объемная чеканка по металлу. Этот способ требует аккуратного и бережного подхода, высокого уровня профессионализма.
Для работы подойдет далеко не каждый металл. Материал, пригодный для работы должен обладать многими качествами, чтобы мастер смог создать поистине роскошное изделие, воплощая в жизнь свои творческие фантазии. Также необходимы специальные инструменты.
Инструменты для чеканки
Незаменимым помощником при работе чеканщика с металлическими поверхностями является чекана или сечка. Это кованные многогранные или круглые стержни, с заостренными краями, длина которых обычно составляет 15 сантиметров.
Разновидности чеканов
Канфарник — это чекан, с острым в виде тупоконечной иголки краем.
Обводные чеканы, часто называемые расходниками — бывают прямые, или закругленные.
Сечки — чеканы с острым краями, похожие на зубило, могут быть с плоскими или полукруглыми.
Лощатники — плоского вида чеканы, используемые для лощения, с гладким или шершавым боем.
Существует много различных чеканов, перечислить их все будет достаточно сложно. Поэтому мы рассказали о самых востребованных.
Какие инструменты для чеканки также понадобятся?
Также требуется запастись молотками, подложками, разным слесарным инструментом, приспособлениями для насмолки, и многим другим подручным инструментом. Чтобы узнать более подробно обо всех тонкостях этого декоративно-прикладного искусства можно прочесть специализированную литературу. Благо, что в сети Интернет сейчас можно найти много интересных книг о чеканке по металлу. Так что, если Вы решите заняться этим увлекательным и интересным промыслом, то сможете вполне отыскать все необходимое.
Материалы
Медь — является лучшим материалом для проведения работ.
Более всего используется красная медь. Она является более подходящей для чеканных работ, поскольку обладает для этого всеми необходимыми свойствами: может легко принимать желаемую форму и обеспечивает рельефность узору.
Мягкость и эластичность при прокате позволяет создавать очень тонкие медные листы.
Латунь — еще один превосходный материал для работы. Представляя собой сплав меди и цинка этот металл обладает их лучшим свойствами. Стоит отметить великолепный внешний вид с золотистым благородным отливом. Легкость при полировке, роскошный вид готовых изделий и длительный эксплуатационный срок делают изделия из латуни с чеканкой особо популярными.
Алюминий хоть и уступает по своим свойствам и внешнему вид двум предыдущим материалам, однако так же является весьма популярным. Он пластичен и не нуждается в дополнительной термообработке. Более всего используется алюминиевая фольга, способная к глубокой вытяжке. Если Вы новичок в этом ремесле, то следует начать работу именно с этим материалом, она легко поддается обработке, а допущенные в работе огрехи можно исправить. Однако следует помнить, что алюминий имеет низкую т-ру плавления при отжиге.
Листовое железо — превосходный материал для работы в домашних мастерских. Этот материал используется для создания орнаментов и узоров без глубокой вытяжки. Простые изделия могут обладать высоким художественным уровнем, в зависимости от уровня мастерства и таланта мастера.
Нержавеющая сталь — редко используемый для чеканныхработ материал, поскольку он обладает высокой прочностью и вязкостью.
Сплавы никеля — имеют высокое % содержание меди и очень часто используются для чеканки. Особенно популярными являются мельхиор и нейзильбер. Эти сплавы обладают хорошей пластичностью, благодаря чему с легкостью принимают нужную форму. Также эти материалы хорошо полируются, что позволяет быстро придать изделиям более эстетичный и привлекательный вид.
Технология изготовления
Изначально создается четкий эскиз в бумажном варианте. Рисунок должен быть выполнен в натуральную величину, без погрешностей. Затем делается металлическая заготовка. Важно оставить припуски в 3-4 см на каждой стороне. Следующим этапом будет рихтование. При этом подгибаются края, чтобы облегчить технологический процесс насмолки. После этого на заготовку накладывается бумажный эскиз и производится точечный рисунок. Для этого используется канфарник.
Следует точно рассчитывать силу ударов при нанесении точечного узора на заготовку, чтобы не испортить изделие. Затем при помощи расходников создается необходимая конфигурация линий. После нанесения орнамента производится опускание фона и его выравнивание по краям рисунка. Этот технологический процесс называется лощением и производится лощатниками. Он позволяет сделать рисунок более выразительным и четким. Чеканка становится прочней.
Затем используется отжиг. Изделие прогревается на газовой горелке и снимается со смолы. Также может быть использована бензиновая горелка. Далее производят «красное каление», разогревая металл докрасна и затем чеканка охлаждается. Затем проводится выколотка, то есть подъем. Чеканится рельеф с изнанки с применением мягкой подложки. В качестве подложек могут использоваться мешочки с песком, резиновые или войлочные коврики. Сразу же производится выравнивание фона. После этого заготовку еще раз обжигают и дорабатывают на смоле.
Технологический процесс отжига чеканки и ее охлаждения зависит от вида металла и может быть различным.
Для таких металлов, как медь, никель, и сплавов из них используется резкое охлаждение, что повышает пластичность. Алюминий же, а также различные его сплавы отжигаются при т-ре, не выше 350 градусов Цельсия, и охлаждают постепенно, не доставая из печи.
На завершающем этапе готовое изделие очищается от смолы, протравливается и обрабатывается удобным способом.
vostochniy-magazin.ru
ЧЕКАНКА ТЕХНОЛОГИЯ. Техника чеканки. ТЕХНОЛОГИЯ изготовление ЧЕКАНКИ. Техника чеканки по металлу. Этапы ТЕХНОЛОГИИ ЧЕКАНКИ
ТЕХНОЛОГИЯ ЧЕКАНКИ — сложный и трудоемкий процесс, при котором подвергается обработке каждый миллиметр металлической поверхности.
ТЕХНОЛОГИЯ ЧЕКАНКИ включает такие понятия как двусторонняя ковка чеканами-пуансонами, выколотка, обжиг, полировка, травление, чернение.
Наши мастера чеканщики работают в станковой чеканке и применяют пуансонную технику чеканки. Для чеканных работ, как правило, мы применяем листовые материалы: медь, алюминий, латунь, малоуглеродистая нержавеющая сталь толщиной от 0,2 до 1 мм.
Используя индивидуальную ТЕХНОЛОГИЮ ЧЕКАНКИ еще с древнейших времен мастера чеканки из листового металла, обладавшего высокой пластичностью, изготавливали боевые доспехи, посуду и различные декоративные украшения. Особенно разнообразной была кухонная и столовая утварь — котлы, братины, ковши, черпаки, блюда, кувшины, вазы, чайницы и многое другое. Чеканщики не только стремились сработать добротную и удобную посуду, но и старались сделать ее эстетически привлекательной. Среди различных приемов декоративной отделки посуды значительное место занимала чеканка, с помощью которой на поверхности изделий создавались орнаментальные и сюжетные рельефы. Древние мастера чеканки знали множество приемов чеканки и обладали своей техникой чеканки, позволявшей создавать как низкий, так и высокий рельеф. При отделке чеканного рельефа и фактуры чеканщики умело сочетали гладкие блестящие элементы узора или сюжетного изображения с матовым «канфаренным» фоном, гравировкой, чернью и золотой наводкой.
Пришедшая из глубокой древности техника чеканки и ТЕХНОЛОГИЯ ЧЕКАНКИ широко и разнообразно применяется нашими мастерами чеканки при создании декоративных панно и посуды, художественной чеканки и чеканки на заказ, служащих достойным украшением интерьера.
ТЕХНОЛОГИЯ ЧЕКАНКИ передается из поколения в поколение, от мастера к мастеру. ТЕХНОЛОГИЯ ЧЕКАНКИ имеет свои секреты, которые каждый мастер чеканщик бережно и надежно хранит от посторонних.
Наши чеканщики всесторонне изучили историю чеканного ремесла, его применения, технику чеканки, начиная от Византии, иранского художественного серебра, русских чеканных окладов и т.д., что позволило проникнуть в сокровенную тайну металла и создавать непревзойденные по тонкости, красоте и силе орнаменты чеканки по металлу.
Использую уникальную технику чеканки, наши чеканщики могут изготовить чеканку, сочетающую довольно большие размеры изделий (от 100 кв. см и больше) с филигранной отделкой деталей.
Наиболее трудный из всех видов художественной чеканки — чеканка по листовому металлу, так как при работе по листовому металлу нужно создавать и рисунок, и рельеф, и фактуру материала в процессе изготовления чеканки. А при чеканке по литью происходит только выявление и завершение ранее созданной формы, отлитой из различных металлов.
ТЕХНОЛОГИЯ ЧЕКАНКИ по металлу состоит из следующих этапов:
1. Подготовка рисунка — без детализации
Для того чтобы продемонстрировать образец выполненного рисунка для чеканки, первоначальные эскизы для изготовления чеканки мы выполняем либо в натуральную величину, либо в масштабе (для больших изделий) без подробной детализации, в декоративно-обобщенном виде. Предполагаемые на чеканке выпуклости на рисунке заштриховываются.
2. Выполнение эскизов в натуральную величину с детализацией
На этом этапе изготовления чеканки на листе мы выполняем эскиз (шаблон чеканки) в натуральную величину и тщательно прорисовываем композицию с фактурой и орнаментацией.
Для выполнения чеканки на объеме мы делаем на бумаге развертку рисунка чеканки: целиком — для простых форм, имеющих один радиус кривизны (конус, цилиндр), на которые бумага легко накладывается, или по частям — для шарообразных и сложно профилированных форм, имеющих несколько радиусов кривизны.
3. Выбор и подготовка заготовки
Исходя из размера и конфигурации рисунка чеканки, от листового металла ножницами чеканщик отрезает прямоугольную заготовку с таким расчетом, чтобы на ней свободно размещался весь рисунок и еще кругом оставался небольшой свободный край шириной 30-40 мм. Этот край необходим для более прочного удержания заготовки на смоле в процессе изготовления чеканки, особенно при выколотке высокого рельефа близко от краев.
По технологии чеканки завершает данный этап отжиг и декапирование (обработка поверхности металла для удаления грязи, ржавчины, окалины и окислов).
4. Насмолка
Благодаря насмолке заготовка прочно фиксируется, что необходимо при работе чеканщика. Кроме того, отпечаток от удара чеканом получается четким и определенным. Объемные формы — стаканы, вазы, круглые скульптуры, а также глубокие барельефные и горельефные формы чеканят, наполнив их смолой.
5. Перевод рисунка на металлическую поверхность и закрепление изображения
На этом этапе наши чеканщики снимают дубликат с эскиза чеканки на копировальную или папиросную бумагу, который наклеивается на металл резиновым клеем.
По наклеенному дубликату эскиза чеканки тончайшим чеканом-канфарником точками пробивается контур композиции, и рисунок закрепляется на пластине пунктиром.
6. Выполнение расходки рисунка
Выполнение расходки рисунка чеканки – нанесение контура сплошной линией. Все повороты, изгибы контура чеканщик проходит с более частыми ударами и большим наклоном чекана внутрь закругления. На стальной полированной плите лист металла многократно проковывается с обеих сторон чеканами-пуансонами, выявляя филигранную фактуру и орнаментацию барельефа.
Следующий этап выколотки проводится чеканщиком уже на смягченной основе, где происходит уже выявление перспективно-скульптурных планов чеканки, а орнаментальная поверхность, наоборот, выглаживается и становится похожей на пластину, обработанную тончайшими резцами.
7. Опускание фона вокруг рисунка
Эта работа выполняется чеканом-лощатником на более твердой поверхности для выравнивания всех участков фона.
8. Отжиг
Если предусматривается дальнейшая работа с рельефом, то чеканщик выполняет отжиг, т.к. после обводки контура и опускания фона металлическая пластина после множества ударов потеряла пластичность. Для этого ее нагревают до темно-красного цвета и дают остыть, после чего повторно декапируют. В процессе нагрева металл вновь приобретает вязкость и пластичность.
9. Подъем рельефа и выколотка рельефа
Эта операция технологии чеканки заключается в дальнейшем подъеме рельефа (если это предусмотрено рисунком). Чеканщик выколачивает рельеф с обратной стороны на резине или на мешках с песком. При этом мастер стремится приподнять рельеф возможно точнее, в соответствии с рисунком чеканки. Иногда подъем рельефа чеканки делают немного выше, чем следует, с некоторым запасом, с расчетом на последующую доработку на смоле.
После выколотки рельефа и выравнивания фона чеканщик вновь отжигает пластину, отбеливает, промывает и высушивает ее для вторичной насмолки и окончательной доработки на смоле.
10. Вторичная насмолка и окончательная доработка рельефа
Окончательная прочеканка рельефа заключается в детальной проработке всех форм, выявлении их характерных особенностей и, в то же время, соподчинении деталей главному, созданию общего цельного впечатления от всего рельефа чеканки.
В ТЕХНОЛОГИИ ЧЕКАНКИ большую роль в окончательной отделке играет рельеф и фактура чеканных поверхностей. Сочетание гладких, кованых и матовых (шероховатых) элементов рельефа помогает при незначительных разностях в высотах рельефа получать большой декоративный эффект. Значительно обогащает чеканку применение различных рисунчатых чеканов, придающих отдельным участкам рельефа полосатую, решетчатую, ямчатую или ячеистую фактуру.
Техника чеканки с едва уловимыми штрихами или рассечками, нанесенными расходником, подчеркивают ту или иную форму. Наши чеканщики уделяют большое внимание отделке фона чеканки — его делают или гладким, кованым, или матовым, пестрым и рисунчатым. Иногда фон чеканки канфарят, а иногда совсем просекают (при тонком листе) или выпиливают лобзиком (при более толстом листовом металле).
11. Чеканка с просечкой
Если композиция чеканки предусматривает просечной, сквозной фон, то он выполняется после окончания работы над рельефом. При этом чеканщик использует технологию сверления, рубки и опиливания металла.
12. Отделка изделия
После механической обработки металл чеканки подвергается отжигу, травлению азотной кислотой, чернению, отмывке, патинированию, шлифовке абразивами, окончательному шлифованию и полировке. Возможно также и закрепление защитных пленок лаком.
13. Завершение
Завершает весь процесс изготовления чеканки — изготовление подрамника-основы, на который набиваются обработанные листы металла, и окончательная сборка всех деталей композиции чеканки.
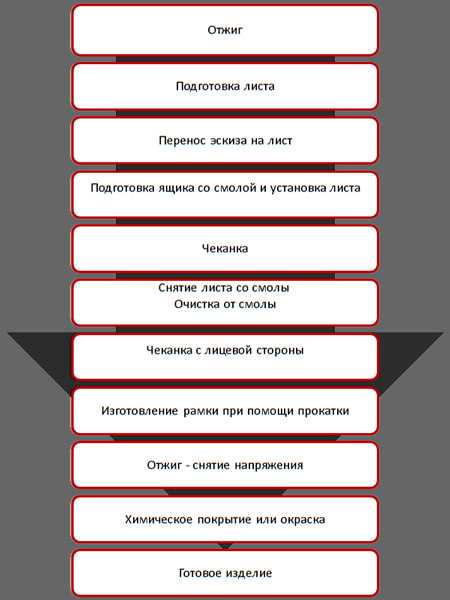
Рис. Схема ТЕХНОЛОГИИ ЧЕКАНКИ на смоле.
Кроме основных процессов и очередности их выполнения в ТЕХНОЛОГИИ ЧЕКАНКИ существует большое разнообразие в последовательности работ и приемах чеканки. В зависимости от конкретных условий, материала и задач применяют различные варианты технологии и техники чеканки.
Можно выделить следующие виды чеканных работ, отличающиеся по своей технологии и дающие различный художественный эффект:
- плоскостная чеканка по металлу, выполненная расходкой
- чеканка объемных форм
- расходка с просечкой или выпиловкой фона
- чеканка без узоров, не изобразительная — набивка фактуры пурошником, бобошником или рисунчатыми чеканами
- расходка с опусканием фона
- расходка с легкой выколоткой рельефа с изнанки
- рельефная чеканка с полной обработкой рельефа различной высоты и степени деталировки
- чеканка без насмолки крупных обобщенных декоративных рельефов из листового алюминия, меди или железа — современный прием
- чеканка объемных изделий скульптурного типа
- чеканка по литью
Обработка металла — чеканка — является действительно сложным процессом, как с технической, так и художественной точки зрения.
Знание разнообразных приемов чеканки по металлу и владение техникой чеканки позволяет нашим чеканщикам создавать изящные художественные чеканные работы, сложные декоративные узоры, орнаменты и надписи на плоской чеканке.
Наши декоративные произведения, выполненные в очень сложной и трудоемкой пуансонной технике чеканки, отличаются особой прочностью и долговечностью. При этой технике чеканки мастер обрабатывает каждый миллиметр поверхности металла, выколачивая фактуру фона и орнамента, а затем на смоле выбивает рельефное изображение фигур людей, животных, растений. Одна из особенностей нашей работы — филигранная обработка чеканами каждого сантиметра рельефа.
Освоенные техники чеканки дают возможность нашим чеканщикам при изготовлении изделий использовать как традиционный материал для чеканки — медь, так и мягкий алюминий или жесткий материал латунь.
С помощью сочетания техник чеканки мы можем, как подчеркнуть и выделить отдельные элементы, так выполнить всю композицию в едином стиле.
При изготовлении чеканки использование приемов и уникальной техники чеканки позволяет выполнять нам очень сложные процессы, такие как чернение, канфарение, патинирование, искусная имитация драгоценных металлов.
Эти и многие другие технические приемы создают сложную фактуру и неповторимый колорит чеканки по металлу — поверхность рельефа мерцает сеточкой тончайших узоров, сверкает зернами жемчуга, блестит золотой чешуей. Металл может принимать различные оттенки золота, тон старого серебра или бархатисто-зеленоватой, потемневшей от времени бронзы.
Наши профессиональные чеканщики с успехом применят свой опыт и знания ТЕХНОЛОГИИ ЧЕКАНКИ при создании красивых художественных произведений для Вас.
Закажите изготовление чеканки у нас, и Вы получите лучшее качество и авторское исполнение.
Похожие статьи:
Последние статьи:
Прошлые статьи:
hammering.su
4.2. Виды чеканных работ. Основы дизайна. Художественная обработка металла [Учебное пособие]
4.2. Виды чеканных работ
Контурная чеканка – это создание контурного рисунка на плоскости металла с помощью расходника, пурошника и фактурных чеканов. Этот вид чеканки не предусматривает выколотки рельефов и поэтому эта техника несколько напоминает гравировку. Техникой чеканки легче создать более сочный, живой рисунок, акцентируя его местами более сильными ударами и применением некоторых других чеканов, кроме расходника. Контурная чеканка может быть исполнена как вогнутой, опущенной, так и выпуклой, поднятой над фоном линией. Этим способом чеканки часто пользуются при создании различных предметов быта. Они декорируются растительным и другими видами орнамента, выполненными одной линией без выколотки рельефа.
Выпуклая контурная чеканка – это разновидность контурной чеканки, где рисунок читается за счет выпуклой линии рисунка, которая поднята расходником с оборотной (изнаночной) стороны.
Создание декоративного рисунка и даже рельефа только за счет опускания фона часто применялось как в прошлом, так и в наше время. Такой способ чеканки является как бы дальнейшим развитием контурной чеканки. Особую свежесть и мягкость рельеф приобретает благодаря тому, что после обводки рисунка расходником опускается фон с помощью различных лощатников и матовых чеканов, а рисунок орнамента или другого изображения остается выпуклым и нетронутым. К примеру, мастера XVII века всю работу от начала до конца производили на смоле. Рисунок делали четко, в одну линию, переводили на листовой металл толщиной не более 0,5 мм канфарником, причем на оборотную сторону пластины. Это делалось для того, чтобы можно было сразу делать легкую выколотку рельефа. Затем чеканку снимали со смолы, отжигали, отбеливали и насмаливали лицевой стороной наверх. После затвердения смолы делали прочеканку рельефа, для чего весь рельеф по контуру подчеркивали почти острым расходником, проглаживали листочки лощатником и в последнюю очередь прочеканивали фон фактурным чеканом. Затем пластину окончательно снимали со смолы, отжигали, отбеливали, промывали, сушили и выправляли. Этот же вид чеканки применяют и на объемных изделиях.
Ажурная чеканка – отличается от контурной тем, что фон орнамента или какого-либо другого изображения высекается с помощью специальных чеканов-сечек. В процессе расходки уменьшается толщина металла, по которой производится высечка. Просечку фона осуществляют, не снимая пластины со смолы, после ее окончательной доработки. Просечку лучше начинать от середины и идти к краям или фронтально с одного края на другой. Снимают чеканку со смолы после просечки обычным способом. Особенно осторожно нужно отжигать ажурные чеканки. Чтобы перегородки не пострадали, особенно самые тонкие из них, чтобы не пережечь их, обжигать их надо широким, спокойным пламенем горелки. Затем аккуратно прокрацевать – вычистить выгоревшую смолу и отбелить.
После просечки образуются острые заусенцы, которые запиливают напильником и надфилями подходящих для этого профилей.
Ажурная чеканка требует того, чтобы рисунок был скомпонован так, чтобы после просечки фона не распался на отдельные кусочки. Главное в композиции ажурной чеканки это ритм пустот и самого рисунка, который создает ажур. Монтируется изделие, если оно выполнено предварительно из отдельных фрагментов, методом пайки твердым припоем (см. рис. 4.20).
Рис. 4.20. Ажурная чеканка.
Рельефная чеканка. Самый распространенный вид чеканки, как в наше время, так и в старину. Декоративные блюда из серебра с позолотой отличаются тщательной, очень тонкой проработкой всех деталей растительного орнамента. Переводили рисунок с оборотной стороны канфарением. Общая форма блюда выколачивается облыми чеканами с оборотной стороны. «Обло» – кругло – древнерусское слово. Облыми чеканами или бобошниками называют чеканы с овальным, больбовидным, продолговатым боем. Это очень большая и разнообразная группа чеканов. Их рабочая часть также как и у расходников имеет самые разнообразные закругления и размеры. После этого блюдо насмаливали и с лицевой стороны полным набором чеканов производили окончательную доработку. Это живописное блюдо можно сравнить с совершенно иным по стилю рисунка и исполнению чеканки. Существует более простая техника выполнения блюда. Работу над рельефом начинают с лицевой стороны выявлением силуэта каждой фигуры и одновременной лепкой их с помощью мягких расходников и лощатников. Здесь не применялись фактурные чеканы. За один прием, т. е. за одну насмолку сделать блюдо не удается. Первая стадия – обводка фигур, частичная их моделировка и прочеканивание шрифта. Затем снимают со смолы, промывают в керосине, отжигают при температуре не более 300–350 °C и продолжают работу над рельефом на печке (туго набитой подушке). Если моделировка не получается без насмолки, то снова насмаливают на лицевую сторону для окончательной доработки чеканки.
Существует и другой вариант чеканки декоративной композиции. В этом случае после перевода рисунка через копирку и насмолки делают его расходку и опускание фона вокруг центрального пятна. Затем пластину снимают, отжигают и т. д., пластину насмаливают на оборотную сторону для выколотки рельефа и отдельных элементов выпуклой фактуры. Затем снова снимается со смолы, отжигается, отбеливается, правится фон на чугунной или стальной плите. Этот вид чеканки еще более упрощен, но чередование крупных и мелких планов делают композицию вполне интересной.
Крупные декоративные работы с высоким рельефом или горельефом чеканятся по переведенному прямо на доске верстака рисунку без насмолки с помощью мягкого расходника или бобошника (облого чекана), которым проходят по рисунку, наклеенному мыльной водой на металл. Выколотка производится на слегка увлажненном песке, находящемся в ящике. Для того, чтобы достичь нужной высоты рельефа, приходится по нескольку раз отжигать металл и повторять выколотку. Отжигать крупные листы лучше на открытом горне или костре. Если площадь чеканки большая, то засмолку делают местную, т. е. заливают смолой только те участки металла, которые хотят прочеканить на смоле. Или заливают смолой слоем 3–4 см всю поверхность листа, ограничив края чеканки сколоченной из досок рамой (без дна). Для местной насмолки можно сделать кольцо из кровельного железа, которое ограничит смолу. Обычно при местной насмолке смола трескается и постепенно отскакивает отдельными кусочками; такая засмолка необходима на окончательном этапе работы.
Декоративно-фактурная чеканка – наиболее современный вид изготовления изделий, хотя и скифы в прошлые века успешно пользовались этим видом чеканки. Золотые чаши украшали ромбовидными шипами по всей поверхности. Фактурная чеканка очень характерна и для грузинской школы изделий из металла (4.21).
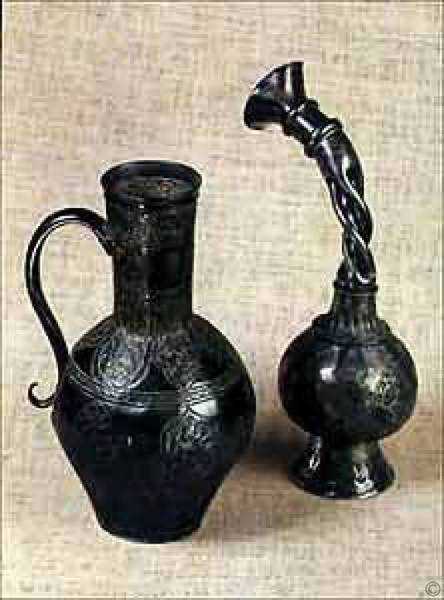
Рис. 4.21. Кувшин и каркара. Грузия. XIX в, серебро, чеканка, тонировка. Высота кувшина 25 см, каркары 28 см.
Например, при отделочных работах в строительном деле применяется прочеканивание крупных медных листов крупными вмятинами довольно беспорядочно. Листы оксидированы в коричневый цвет и после всего этого получается очень выразительный декоративный металл.
Ознакомление со всеми видами чеканки, богатыми возможностями изготовления собственными руками декоративных различных изделий поможет начинающему художнику встать на путь творчества, создать неповторимые произведения искусства.
Чеканка по литью. В искусстве художественной обработки металла издавна известна чеканка по литью. Многие художественные изделия из металла, выполненные в технике литья, нуждаются в доработке. Обработка отливки, которая всегда отличается от модели большей шероховатостью поверхности, начинается с подготовки ее для чеканки. С помощью зубил, сечек, рифелей, напильников удаляют всевозможные приливы – облои, летники, выпары. Чем их меньше, тем чище литье. Очистив литье стальной щеткой, его протравляют и сушат. Имеющиеся изъяны заделывают с помощью пробок или сварки тем же металлом, из которого сделана отливка. Для чеканки по литью нужны чеканы более твердые, чем для чеканки по листу. Для закрепления отливок при чеканке также используется смола. Плоские изделия насмаливают на ящик или доску, небольшие объемные детали чеканят на котелке. Мелкие ювелирные изделия – украшения, брелки укрепляют на канифоль. Крупные изделия чеканят, закрепив в тисках. При этом под губки тисков подкладывают прокладки из свинца, алюминия или дерева, чтобы не повредить поверхность отливки. Пустотелое и тонкостенное изделие нужно особенно осторожно зажимать в тиски. Очень большие и тяжелые отливки обрабатывают либо на верстаке, либо на полу.
Для чеканки метки изделий берут шероховатые чеканы, напоминающие поверхность отливки. Обрабатывают отливки не только чеканами: расходниками, лощатниками, гладкими, фактурными и бобошниками, но иногда и с помощью бормашины с шлангом с набором стальных различных и абразивных шарошек, которые снимают тонкий слой. Выглаживают поверхность изделия с помощью надфилей, личных напильников, шабера, шлифующих материалов и гладилок.
Чеканка с прорезью. В отличие от других чеканных украшений, не имеет фона, эта особенность требует и иных условий при ее применении. Прорезную чеканку делают в тех местах, где она приобретает особую легкость и ажурность, например, когда видима на просвет или когда для нее фоном служит яркая ткань, другой металл или деревянная доска. Составляя композицию мотива на бумаге, следует помнить одно необходимое условие чеканной композиции с прорезью: орнамент в отдельных местах должен обязательно соприкасаться между собой и внутренней частью рамки, окаймляющей украшение. Фон прорезают после выполнения чеканного рельефа. Для просечки используют зубила, различные зубильца малых размеров, при резании – ножницы для металла, при выпиливании кривых форм – слесарный лобзик (см. раздел главы ниже).
Накладные чеканные детали одной композиции выколачивают порознь и крепят на металлическую основу (фон) с помощью пайки или склепывания. При склепывании металлических пластин в просверленное отверстие вкладывают заклепку или стержень с головкой и прижимают тяжелым молотком, чтобы заклепка не выскакивала. Выходящий конец заклепки слесарным молотком расплющивают и формуют ее головку обжимкой; таким образом заклепка стянет соединяемые пластины.
Изображение на металле хорошо сочетается в багетной раме (см. рис. 4.17) или с деревянной подложкой, которая служит как бы фоном для чеканного панно. Поверхность деревянной подложки (доски) можно обработать подкуриванием (обжигом на огне, пламенем паяльной лампы или в горячем песке) или обжигом кислотами, например, смачиванием поверхности крепкой серной кислотой, используя травяную щетку, после чего доска принимает приятный коричневый вид.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Чеканка — ещё один вид высокого искусства
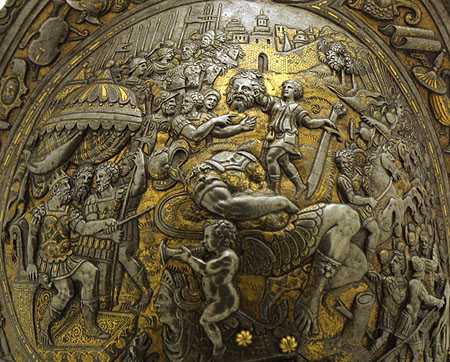
Техника чеканки широко и разнообразно применяется при создании декоративных панно, посуды, различных ювелирных украшений…Шлем-бургиньот, фрагмент, Италия, Милан, около 1560 г., Эрмитаж
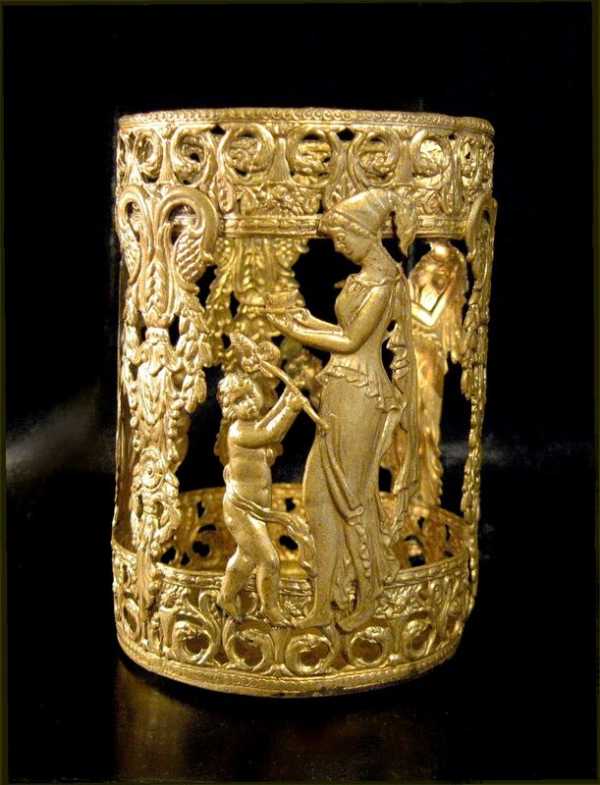
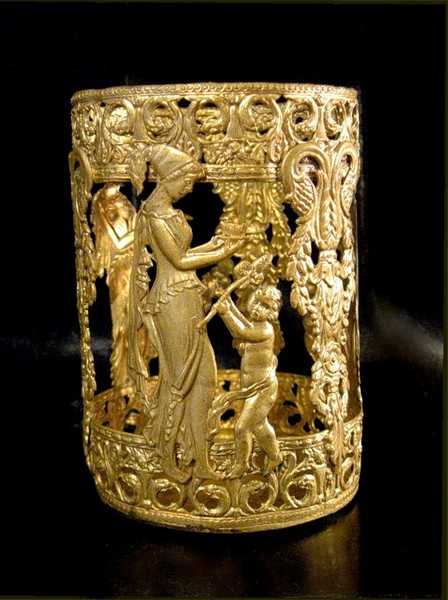
«Оплетка стаканчика. Бронза, золочение. Литье. Чеканка. 19в.»
«Ларец для хранения почты, ведомостей,»Правды»»
Россия, Санкт-Петербург, 1852-1858 гг. фабрика художественной бронзы Ф.Шопена
бронза, позолота, литье, чеканка.
«Евангелие в окладе»
Москва, 1723 г. Неизвестный мастер. Серебро, дерево, ткань, позолота, чеканка, резьба, литье.
Вклад архимандрита Иоакима в Московский Донской монастырь.

«Горельєф АРХАНГЕЛ МИХАЇЛ з фронтону Михайлівського Золотоверхого собору,мідь, VIIIстоліття.»

АРХАНГЕЛ МИХАИЛ, около 1000 г. Византия
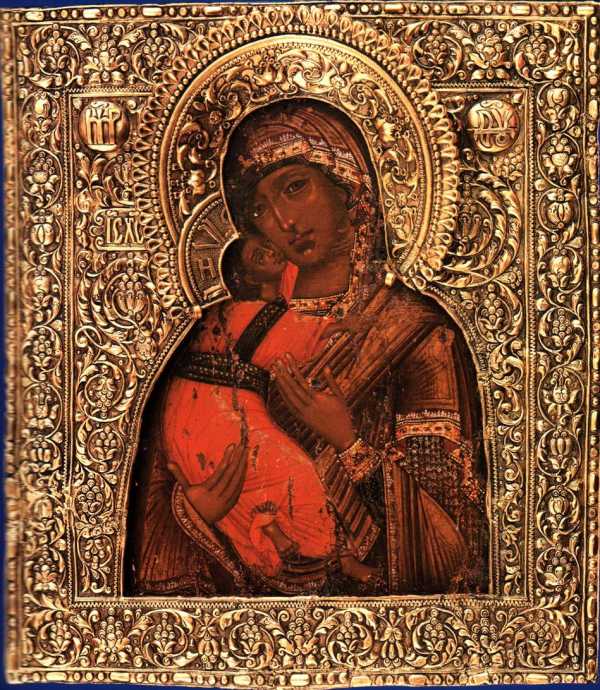
Богоматерь Владимирская, Повольжье 17 век

И. А. Очиаури. 1967
Кувшин для умывания, XVII век

Юрий Зорин, Водолей, http://artpo.ru/p3935

Юрий Зорин, Триптих, http://artpo.ru

Юрий Зорин, Святой Георгий, http://artpo.ru/p3638
http://www.jewellernet.ru/photobank/3536.html
Тондо с изображением св. Мамая, Грузия, http://slovari.yandex.ru
А. М. Горгадзе. Медальоны двери в гостинице «Иверия» в Тбилиси. 1967.
Браслет, Санкт-Петербург, конец 19 века, серебро
http://krujevo.blog.ru
Чеканщик: Василий Емельяненко, Ровно Листовая бронза, латунь (литье, чеканка) 2008 г., lytvo.com.ua

Лахиджская чеканка, медь
Медальон, Национальный археологический музей «Брунинг», Лима.
Золото, платина; чеканка, филигрань.
http://www.hundredways.ru
Гривна, Вторая половина 11 века, Золото, Государственный Русский музей, Москва
Предположительно принадлежавший киевскому князю Владимиру II Мономаху. На лицевой стороне — архангел Михаил, на оборотной — горгона. Чернигов.
Подвески 12 — 13 век. Золото, скань, чеканка, зернь, эмаль
Государственные музеи Московского Кремля, Москва
Шапка Мономаха, Конец 13 — начало 14 века. Золото, серебро, драгоценные камни, жемчуг, мех; чеканка, скань, зернь, литье, гравировка. Государственный историко-культурный музей-заповедник «Московский Кремль». Оружейная палата, Москва
Шапка Казанская Середина 16 века. Золото, драгоценные камни, мех; чеканка, литье, резьба, чернь
Государственный историко-культурный музей-заповедник «Московский Кремль». Оружейная палата, Москва
Ковчежец , 1589. Золото, драгоценные камни, жемчуг; чернь, литье, чеканка
Государственный историко-культурный музей-заповедник «Московский Кремль». Оружейная палата, Москва
Панагия , конец 16 — начало 17 века. Серебро; канфарение, чеканка.
Государственный историко-культурный музей-заповедник «Московский Кремль». Оружейная палата, Москва
http://www.voborote.ua
КАК это делается
Рельеф на листовом металле формуют с помощью специальных инструментов — чеканов и выколоточных молотков, большинство из которых мастера изготавливают сами. Постепенно у чеканщика накапливается несколько десятков чеканов самых различных форм и размеров. Но, несмотря на такое большое разнообразие, чеканы в зависимости от формы боевой части и назначения можно разделить на семь основных видов: расходники, лощатники, бобошники, пурошники, канфарники, зернильники-трубочки и пуансоны.
В. Урезченко. «Старик-сказочник».
Сталь. Дерево.
Расходник напоминает зубильце или отвертку с притупленным концом. На металле он оставляет след в виде узкого желобка. Именно с него начинается непосредственная работа над рельефом. Расходником углубляют контуры рисунка, нанесенного на металл,
У лощатника почти плоский боек в виде квадрата или прямоугольника с закругленными углами. Лощатниками осаживают фон.
По названию чекана-бобошника нетрудно догадаться, что его боек напоминает боб. Бобошником выколачивают углубленный или выпуклый рельеф.
У пурошников боек имеет форму шара. Применяют его в тех случаях, когда на рельефе необходимо получить сферические углубления или выпуклости.
Канфарник напоминает тонкий пробойник. Только конец его не острый, а скругленный. Он не пробивает металл, а делает на нем мелкие сферические вмятины в виде точек. Канфарник служит для переведения рисунка с бумаги на металл, а также для нанесения на участки фона многочисленных точечных углублений, придающих фону матовую фактуру. Для отделки фона применяется также зернильник-трубочка в виде стержня со сферическим углублением в боевой части. На металле она оставляет след в виде полусферического бугорка. Фон, обработанный трубочкой, имеет зернистую фактуру.
Пуансон — это металлический стержень, на боевой части которого выпилен рельеф в виде звездочки, ступенчатой пирамидки, треугольника, лепестка и т. п. С помощью пуансона на металл наносят простейшие узорные бордюры, в которых в определенной последовательности сочетаются одинаковые элементы.
И. Бабян. Декоративное панно «Укрощенный тигр». Медь, дерево.
Кроме металлических чеканов и молотков, применяются также деревянные, которые изготавливают из древесины твердых пород — дуба, бука, граба, березы в виде цилиндрических стержней с боковыми срезами по всей длине. Форма боевых частей деревянных чеканов такая же, как и у металлических. Применяют деревянные чеканы для выколачивания высокого рельефа, опускания и выравнивания фона, особенно при работе с мягким алюминием. Деревянным молотком или киянкой правят на правильной плите листовой металл, загибают (отбортовывают) края готового рельефа.
Металлический выколоточный молоток имеет с одной стороны широкий плоский (круглый или квадратный) боек, а с другой — шаровидный. Плоским бойком при работе ударяют по ударной части чекана, а сферическим выколачивают крупные элементы рельефа. Ручку молотка делают из древесины твердых пород, придав ей изогнутую форму с утолщением на конце.
Молотки и чеканы изготовляют из углеродистой стали У-7, У-8 и У-10. Если такой стали нет, можно использовать для чеканов старые напильники, надфили, слесарные зубила, кернеры, пробойники и другие подходящие по форме и размерам инструменты. Но перед тем как приступить к вытачиванию из них чеканов, сталь надо отпустить, то есть раскалить ее докрасна, а затем постепенно охладить.
Из прутков углеродистой стали чеканы вытачивают на токарном станке. В средней части чекана оставляют небольшое утолщение с плавными переходами к боевой и ударной частям. Утолщение не дает инструменту вибрировать при ударе по нему молотком. Чтобы чекан удобно было держать в руке, в его средней части с двух сторон параллельно оси делают напильником плоские срезы, которые, кроме того, не дают чекану скатываться с рабочего стола. Боевые части чеканов и молотков тщательно отшлифуйте, а затем отполируйте.
Готовые инструменты необходимо закалить. Разогрейте их в муфельной печи примерно до температуры 750°С. Раскаленный металл должен иметь желтовато-оранжевый цвет, ни в коем случае нельзя доводить его до белого каления. Инструменты извлекайте из печи кузнечными щипцами с длинными ручками (не забудьте перед этим надеть защитные рукавицы). Раскаленные инструменты опустите в воду или машинное масло. После закалки инструменты становятся слишком хрупкими. Этот недостаток устраняют отпуском металла на газовой горелке. Поместив инструмент над пламенем, внимательно следите за сменяющими друг друга цветами побежалости. Как только металл приобретет желто-соломенный цвет, отжиг прекратите. После постепенного охлаждения инструментов их боевые части еще раз отполируйте.
Для чеканных работ применяют медь, латунь, алюминий и сталь толщиной от 0,2 до 1 мм. Листовой металл продается в художественных салонах, но если купить его нет возможности, то для чеканных работ можно с успехом применять кровельную жесть, металл от пришедшей в негодность посуды (кастрюль, бидонов и т. п.). Можно также украсить чеканкой металлические подносы и тарелки.
Вырежьте из листового металла пластину, соответствующую форме и размерам задуманного рельефа, предусмотрев по краям припуски. Затем выровняйте ее на стальной плите деревянным молотком — киянкой, удалив всевозможные вмятины и вздутия. Если металл окажется жестким, то для повышения пластичности его следует отжечь. Медь, латунь и сталь нужно раскалять до появления темно-красного цвета. Алюминий отжигают при более низкой температуре. На поверхности алюминиевой пластины проведите мылом черту и при отжиге внимательно следите за ней. Как только она начнет чернеть, отжиг необходимо прекратить.
Инструменты и приспособления
1 — общий вид чекана:
а — боек,
б — средняя часть,
в — ударная часть.
Разновидности чеканов и следы, оставляемые ими на металле:
2 — расходники;
3 — лощатники;
4 — бобошники;
5 — пурошники;
6 — канфарник, пуансон и трубочка;
7 — выколоточный молоток, металлическая пластина-заготовка и ящик со смолой.
После отжига на поверхности пластины появляется окалина, которую удаляют отбеливанием. Медь, латунь и сталь отбеливают в десятипроцентном растворе серной кислоты, а алюминий — в растворе двууглекислого натра, который в быту называется питьевой содой. На стакан воды достаточно одной чайной ложки соды. Алюминиевый лист кипятят в содовом растворе на слабом огне до тех пор, пока он не станет матово-белым. При отбеливании других металлов водный раствор серной кислоты должен иметь комнатную температуру. Помните, что при составлении раствора кислоту вливают в воду, а не наоборот! Рельеф можно чеканить, положив лист металла на торец липового или березового кряжа, на брезентовый мешок с речным песком, войлок, толстую резину, слой пластилина или смолы. Чеканку с тонкой проработкой деталей выполняют также на свинцовой плите. На смоле чеканят как низкий, так и очень высокий рельеф. Для приготовления смолы используют строительный вар (битум), в который добавляют наполнители — кирпичный или глиняный порошок, мелкий речной песок. Наполнители перед варкой смолы необходимо просеять через мелкое сито, удалив посторонние примеси. Мягкую и вязкую смолу получают из двух частей вара и одной части наполнителя, а более жесткую и твердую — из одной части вара и двух частей наполнителя.
Последовательность выполнения чеканки:
1 — перевод рисунка на металл канфарником;
2 — углубление контуров расходником;
3 — опускание фона лощатником;
4 — выколотка рельефа с обратной стороны бобошнииами и пурошниками;
5 — проработка деталей различными чеканами с лицевой стороны;
6 — канфарение или зернение фона.
Выбор состава смолы зависит от пластических свойств обрабатываемого металла, его толщины и размеров, а также высоты предполагаемого рельефа. Варить смолу желательно где-нибудь в дальнем углу двора или сада в котле, подвешенном над костром. Чтобы смола не загорелась, нужно следить за пламенем, которое должно касаться только дна котла. Расплавленную смолу залейте в ящик, сколоченный из толстых досок. Борта у ящика должны быть не более пяти сантиметров высотой. Длина и ширина ящика делаются с учетом размеров металлической пластины. Отогните плоскогубцами уголки пластины и наложите ее на расплавленную смолу так, чтобы отогнутые уголки полностью погрузились в нее. Надо следить за тем, чтобы между пластиной и смолой не образовывались пузырьки воздуха.
Переводить рисунок на металл и приступать к чеканке можно только после того, как смола полностью остынет.
Рисунок можно перевести двумя способами. Первый способ заключается в том, что на поверхность металла наносится кистью или тампоном тонкий слой белой или желтой гуаши, после высыхания краски на пластину кладут копирку и лист бумаги с рисунком, прикрепив их к металлу небольшими комочками размягченной смолы или пластилина. Переведенный рисунок закрепляют на металле быстросохнущим прозрачным лаком. Другим способом рисунок с бумаги на металл переводят с помощью канфарника. Установив боек канфарника на контур рисунка, ударяют молотком по боевой части. На поверхности металла останется углубленная точка. Точки наносят на некотором расстоянии друг от друга по всем контурам. После снятия бумаги на металле остаетт ся пунктирный рисунок.
Перед тем как приступить к чеканке рельефа, нужно чеканы поставить в банку боевыми частями вверх — по ним легко и быстро можно будет отыскать необходимый чекан. Банка с чеканами должна находиться слева, а выколоточные молотки справа. Так инструменты будут всегда под рукой. Ящик со смолой поставьте на верстак или на стол с массивной столешницей. Чтобы приглушить шум, который неминуемо возникает во время работы, под ящик нужно подложить брезентовый мешок с речным песком. Мешок пригодится и в дальнейшем при выколачивании отдельных участков рельефа, а также при выполнении чеканного рельефа на посуде.
С чего же начинать работу над рельефом? Прежде всего отыщите в банке самый широкий чекан-расходник. Вы помните, конечно, что у него сплюснутый, как у зубильца или отвертки, боек. Поставьте боек расходника на контур рисунка и несколько раз ударьте молотком по ударной части чекана, чтобы на пластине осталась достаточно глубокая вмятина. Глубина ее на всех контурах должна быть одинаковой. Поэтому, передвигая расходник по контуру рисунка, старайтесь силу и число ударов сохранять постоянными. Контуры рисунка углубляйте, не отрывая бойка чекана от поверхности металла — он должен как бы скользить по ней. При углублении кривых линий конец бойка приподнимают4 больше или меньше, в зависимости от крутизны линий. Когда возможности расходника с широким бойком будут исчерпаны, более мелкие элементы рисунка углубите расходниками с узкими бойками.
Поставив чеканы-расходники в банку, отыщите теперь в ней чекан-лощатник. Установив его боек на один из участков фона, опустите фон до уровня углубленного контура. Передвигая лощатник, постепенно опустите все участки фона. Там, где лощатник с широким бойком не проходит, применяйте более мелкие. На этой стадии чеканку с лицевой стороны на время прекращают по двум причинам. Во-первых, металл, нагартовывается, то есть теряет пластичность и становится жестким, а во-вторых, поднять выпуклые участки рельефа можно только с обратной стороны.
Подогрейте пластину паяльной лампой и снимите со смоляной подложки. Затем отожгите металл — он станет вновь пластичным, но на нем появится окалина, которую нужно снять отбеливанием. Как это делается, вы уже знаете. Отбеленную пластину нужно укрепить на смоле лицевой частью вниз. Чтобы пластина плотно пристала к смоляной подложке, в углубления наметившегося рельефа залейте предварительно жидкую смолу. Смолу в ящике тоже надо подогреть — проще это сделать с помощью электрорефлектора. Достаточно размягчить лишь верхний слой смолы.
После полного остывания смолы приступайте к выколотке рельефа бобошниками и пурошниками. Если это входит в замысел, выколачивают также отдельные элементы рельефа, которые с лицевой стороны должны быть выпуклыми. К примеру, чтобы получить на лицевой стороне сферическую выпуклость, с внутренней нужно сделать пурошником сферическую вмятину. Выполнив все намеченные заранее операции с обратной стороны, разогрейте пластину и отделите ее от смоляной подложки, отожгите, отбелите и вновь посадите на смолу лицевой стороной вверх. На этой стадии разными чеканами нужно проработать все детали, включая самые мелкие, уточнить расходником контуры фона и отдельных элементов узора.
М. Ломоносов. Лабораторный куб. XVIII в. Красная медь.
Канфарение или зернение фона — последний этап работы над рельефом. Часто ударяя молотком по ударной части канфарника, равномерно перемещайте его боек по поверхности металла. Частые углубленные точки образуют на металле красивую бархатистую фактуру, которая будет контрастировать с гладкой поверхностью рельефа. Закончив канфарение, снимите рельефную пластину со смоляной подложки, отожгите, отбелите и высушите ее.
В домашних условиях чеканку можно выполнять не только на плоском листе, но и на объемных формах, например на тонких стенках металлической посуды. Подыщите подходящий металлический сосуд, например алюминиевую или медную флягу, коробку из-под чая, кружку. Отожгите сосуд на огне. Если он имеет широкую горловину, залейте в него смолу и наклейте сверху бумажный кружок, чтобы смола не пачкала руки во время работы. Если фляга или какой-нибудь другой металлический сосуд имеет узкое горлышко, насыпьте в нее мелкопросеянный речной песок. Затем небольшими порциями вливайте во флягу воду. Когда песок перестанет впитывать воду, утрамбуйте его тонкой круглой палкой, насколько это возможно, добавьте еще немного песка и закройте флягу пробкой.
Стакан с птицей. Демидовский завод. Урал, XVIII в. Латунь.
На стенки сосуда нанесите рисунок одним из двух известных вам способов и зафиксируйте прозрачным лаком. Чеканку удобно выполнять на специальной подставке, представляющей собой кряж с клиновидным вырезом, в который вложен брезентовый мешок с речным песком.
Уложив сосуд на подставку с мешком, чеканом-расходником углубите контуры рисунка. Следующий этап — опускание фона. Так же, как и при чеканке плоского листа, эту операцию выполняют чеканом-лощатником. Когда фон на всех участках будет опущен, следует еще раз пройтись по контурам чеканом-расходником, чтобы выступающие элементы рельефа имели четкую границу с фоном. Затем проработайте мелкие детали на выступающих элементах рельефа. В заключение обработайте фон канфарни-ком, после чего можно освобождать сосуд от песка или смолы. Песок легко высыпается, если из него выпарить влагу, смолу же расплавляют и выливают из сосуда. Чтобы удалить остатки смолы и лака, сосуды отжигают, а затем отбеливают.
Крышка котла, Кубачи, XVIII век, красная медь
Рельеф станет более выразительным и зримым, если чеканку подвергнуть патинированию. О том, как декорировать различные металлы, было подробно рассказано в первом номере нашего журнала за 1980 год. Напомним один из самых распространенных способов патинирования меди. Смешайте одну часть порошковой серы с двумя частями поташа в жестяной банке и поставьте на огонь. Через некоторое время порошки расплавятся и, спекаясь, будут приобретать темно-бурый цвет и образовывать так называемую серную печень. Обычно пары серы при этом загораются слабым сине-зеленым пламенем, Горение не ухудшает качества серной печени. Через 10—15 минут спекания серная печень готова. Остается растолочь ее в порошок и развести водой в стеклянной банке. На один литр воды потребуется 10—20 г серной печени. Если медное изделие небольшое, его опускают в раствор и выдерживают до тех пор, пока не будет получена нужная тональность окраски. На крупные рельефы патинирующий раствор наносят кистью или тряпичным тампоном, укрепленным на деревянной ручке. Покрытое патиной изделие промойте чистой водой. Затем протрите выпуклые участки рельефа мокрой тряпочкой с пемзовым или кирпичным порошком, просеянным через мелкое сито. Обрабатывайте выпуклые места до тех пор, пока на них не появится характерный металлический блеск. Снова промойте рельеф водой и высушите. Высушить чеканный рельеф можно на открытом воздухе при комнатной температуре. Но намного быстрее это можно сделать в сухих древесных опилках, которые почти мгновенно вбирают в себя влагу, оставшуюся на металле. Просушенный рельеф протрите швейным или льняным маслом, которое не только усиливает металлический блеск, но и надежно закрепляет патину на металле.
Обычно декоративная отделка чеканной посуды на этом заканчивается. А декоративные рельефы, выполненные на пластинах металла, еще нужно укрепить на ссновании. Выразительно смотрится чеканка на фоне древесины с ярко выраженной текстурой, предварительно обожженной или окрашенной морилкой.
Федотов Г.Я. Рисунки автора, nesenenko.narod.ru
anastgal.livejournal.com